Glad to see a Spooner reference!
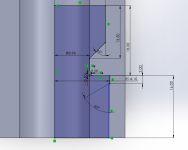
The question mark dimension is 34mm driven by the dimensions in the section view J-K-L Page 2 drawing. The 18mm dimension is the important one, driving the headspace relationship with the barrel shank. The safety lug is a relatively unimportant dimension, once you account for the tolerance and clearance, you will see it is a wide open dimension.
Ignore the 12.6 dimension, and frankly, ignore the drawing you referenced from Storz. The k98k drawings Bruce shared are a more modern layout, and more pertinent to your work dimensioning the model. The Storz drawing isn't the way things are done today, and there are a lot of reasons why. The drawings provided by Bruce are dimensioned in relationships to what is relevant, in a manner that is useful in manufacturing in a modern way.
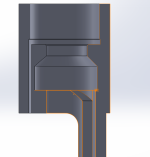
Thank you, on revisiting the documents I realized I wasn't looking at one of the blue sheets and the dimensions are included. One value that is not however, is the diameter of the threaded area for the barrel shank, or at least for my purposes. I intend to not include any threading in the model, partially for computational resources and more reliable transfer, and partially so that if it is manufactured then the model's use is not constrained to the weird whitworth threads. Referencing
"The Mauser Bolt Actions, M91 through M98, A Shop Manual", I got a major diameter of threads of 1.1"/27.94mm from the thread callout. The drawings specify the bore as being 28mm in diameter, I assumed was the major diameter of the internal threads when tapped. Should I instead reference clearance sheets, probably from the Machinist's Handbook, and then use the dimension I arrive at from that?
Currently, I have calculated the minor diameter as being approx 27.6889mm. I could also use this as the internal diameter, which was my original plan yesterday. Attached is the current sketch that will be used as a revolved cut for the locking shoulders and "shank area" of the foreend infrastructuren(note: all dimensions are mm). What do you think? Alternatively, if I am just being an idiot and missing its callout somewhere, send a scorn.
Another note from the Shop Manual. It specifies the internal hardness and the case hardness, and from those I was able to approximate the material properties needed. Given that, at least I, do not have the funds to forge this, the most optimal material that I have identified for use is 4130 Ultrahigh strength steel, mostly because it can be hardened to match the original specifications. Sadly the shop manual doesn't have the average grain size of the receivers analyzed, so I cannot be more precise with the yield strength and instead I just have to go off the ultimate tensile strength. I still need to look into how 4130 carburizes, and I might swap the materials out depending on cost and ease of machining/heat treating to be machined, but this is how far I've gotten. I'll also need to look into impact resistance, though I cannot see it being
that big of an issue outside of specifying the surface quality. Who knows, I'll have a proper income here soon and that might enable me to hack a receiver apart and measure the observed grain sizes at different depths for at least one original(highly pitted and unusable) receiver.
Thank you again for your help.


![2024-05-31 23_38_27-SOLIDWORKS Connected Maker - [Bolt Body with Handle.SLDPRT].png](/data/attachments/396/396957-dc43bda34be74471dd80891974cac991.jpg)



